Ball turning tool
Tool slide
Clik to enlarge pictures.
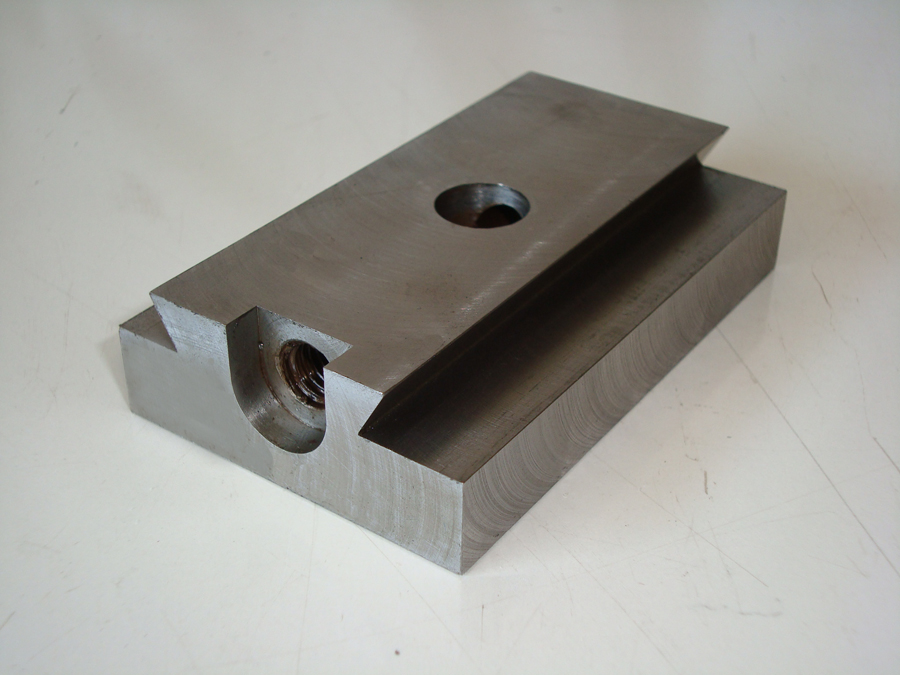
The tool slide is made according to the same principle as a normal lathe tool slide. The fixed part incorporates a lead screw. To prevent it from slipping easily, the tool slide is locked with a steel pin in the shaft and the carriage. The dovetail can be easily machined with a dovetail cutter. Ensure that each side of the dovetail is equally deep. Do this by finishing the two sides in one operation without change the milling depth.
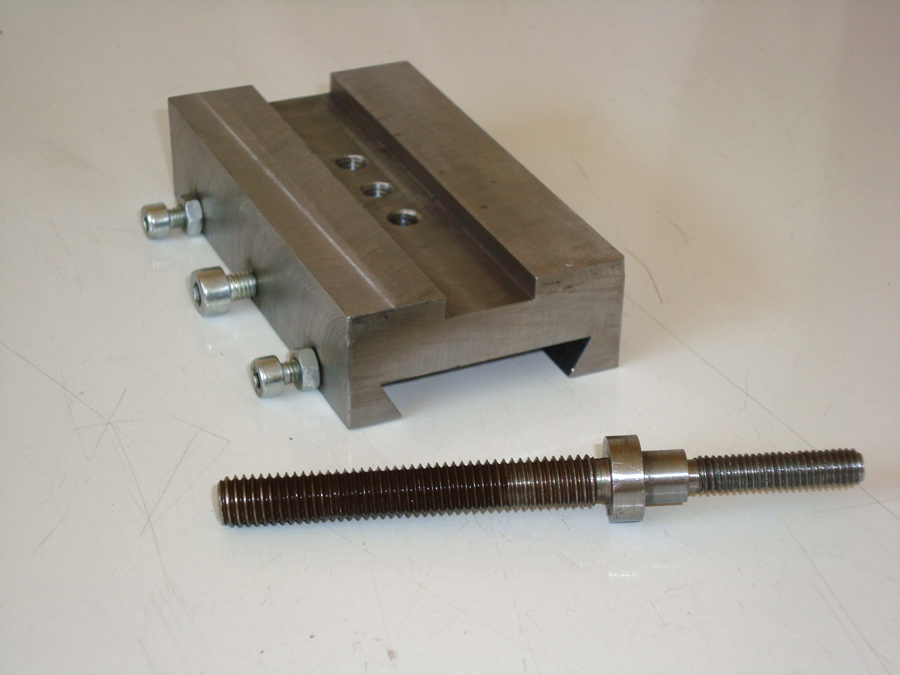
The feed screw is equipped with an M8 thread. So it works the same as the tool slide of a lathe. The thread is best cut on the lathe. It is better to cut the thread with a single point threading tool rather than using a die. The pitch is 1.25 mm. The ball that you're cutting will be 2.5 mm smaller for one turn of the hand wheel. Use a tap to thread the slide that mates with the lead screw.
In the tool slide, there is milled a groove of 16 x 5 mm over the entire length in which the tool holder fits. The tool holder can be locked with a bolt in one of the three holes, depending on the diameter of the ball. With a reverse tool holder, it is possible to turn hollow curves with this tool. The two outer holes in the side of the tool slide are made for two set screws with a lock nut. With these two set screws the clearance between the rotating carriage and the tool slide can be adjusted. Do this with the necessary care so that there is no play between the two slides but the two slides must still slide smoothly. A little oil between the two slides is definitely recommended. The middle hole is for an M4 screw to lock the tool slide if necessary.
The hardest and most delicate part is now behind us. There remains only a number of small parts.