Index Table - Dividing Head
Eccentric shaft
Click to enlarge pictures.
Now you can make the eccentric metal. Make a block with four parallel planes. Chuck this block in the independent four-jaw chuck of the lathe and make sure the block is centered. Check with a dial indicator the block is square in the chuck, otherwise the hole in the block will be skew. Drill a hole of 16 mm in the block. If you have a reamer of 20 mm you can drill the hole wider and ream it. If you do not have a reamer cut the hole wider with a inside cutting tool to 20 mm. Make sure the hole is so smooth, the eccentric shaft can rotate very smooth. Cut the head of the block area now. Mark this side and use it as your front. Mill the other planes to the right dimensions, drill the holes and tap any wire in the holes where necessary.

The eccentric shaft is first cutted off to a diameter of 49 mm. Drill a hole
of 9.7 mm and ream it with a 10 mm reamer. Because the hole is rather long,
drill careful and regularly withdraw the drill so the chips get away.
When the chips are constipate in the hole, the drill can be crooked and
you have a crooked hole.
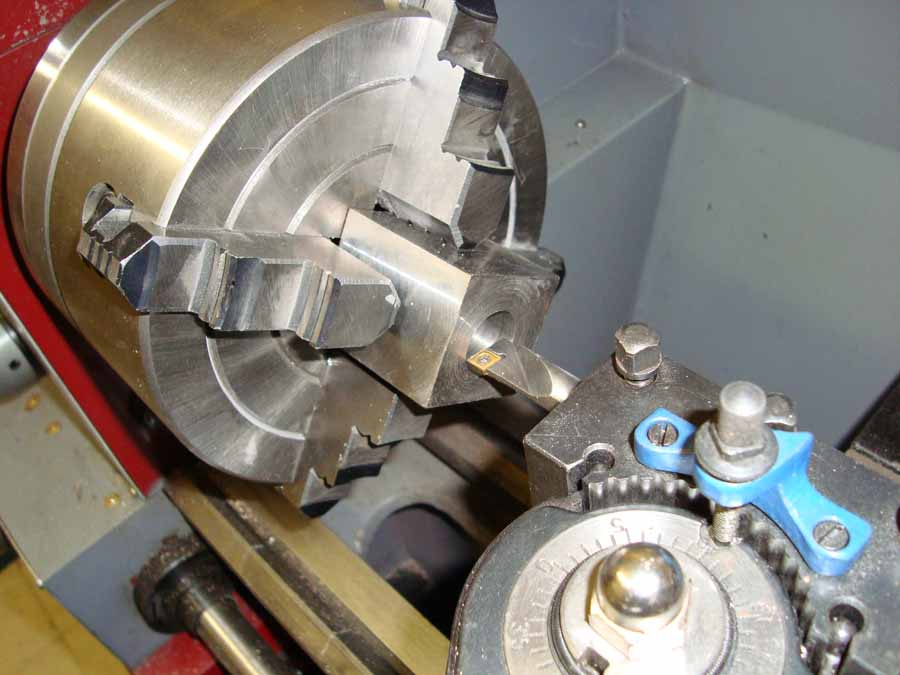
Now chuck the shaft in the independent four-jaw chuck to rotate the eccentric part
of the shaft. This part is 60 mm long and is 2.5 mm out of the center.
With a dial indicator you should check this. The dial indicator must measure a
difference of 5 mm if the shaft makes a full rotation. Also check the longitudinal
deviation of the shaft. This must be done accurately, otherwise the hole is not
right in the shaft.

Now you can cut the shaft careful, also the notch at the end of the shaft.

Drill three holes in the head of the shaft and tap the threads. Drill the upper part of the thread off with a drill of 5.5 mm and a depth of 3 mm. Cut the room for center collar for the dividing plates and the sector.

Mill the three ridges in the eccentric shaft according to drawing 17.
With making the threaded hole of M4 in the side of the head you should wait until the assembly.
The worm shaft has three different diameters. Two of them must be cutted very accurate.
The section of 10 mm should smooth, without tolerance, fit the eccentric shaft.
The part of 8 mm should smooth in the worm. At the end of the section of 15 mm, two flats are
milled.